

離型剤塗布量を削減するパルススプレー
弊社のパルススプレーシステムは、噴霧とエアーを高速で繰り返す、間欠スプレー方式を採用しています。これにより、連続スプレー方式と比べ、高い冷却効果を得られ、金型表面に瞬時に被膜を付着させることができます。少量の離型剤で被膜を作ることができるため、離型剤塗布量の削減と外冷却効率の向上に貢献します。

製品導入のメリット
高性能パルスノズルとシミュレーション技術によって実現できること
離型剤使用量を削減
-
油性・水溶性原液を効率良く、均一に塗布
-
水溶性希釈液は高効率での脱熱効果、高温部のみへの集中的な塗布
-
離型剤使用量の減少によるコスト削減
サイクルタイムを短縮
-
シミュレーションにより最適化されたノズル配置、RB動作によるサイクル短縮
-
必要最低限の塗布による液伸ばしブローの短縮
環境への配慮、カーボンニュートラルへ対応
-
過剰な塗布がなくなるため、大量の廃液処理から解放
-
大気中に拡散される離型剤量も低減され、作業環境が向上

パルススプレーの効果
従来品との比較検証
スプレーパターンを変えることで、型温度や塗布量にどのような変化があるかを検証しました。
Ecoshot間欠スプレーは、飛散量・液ダレを大幅に減少させ、より高い断熱効果を得られます。

A
B

A
B

A
B

A
B
TP設定温度: 300℃
定常スプレー
EcoShot 間欠
スプレー①
EcoShot 間欠
スプレー②
型温度
A…309.88℃
B…311.29℃
スプレー終了1秒後
A…261.99℃
B…272.01℃
スプレー終了1秒後
A…253.34℃
B…273.73℃
スプレー終了1秒後
A…232.23℃
B…253.93℃
総サイクル
3.5 sec.
3.5 sec.
3.5 sec.
スプレー時間
吐出…3.5 sec.
待機…なし
吐出…0.5 sec. x 4回
待機…0.5 sec. x 3回
吐出…0.25 sec. x 7回
待機…0.25 sec. x 7回
スプレー量
42cc
24cc
21cc
考 察
液ダレが非常に多く、跳ね返りによる飛散も多い。
定常に比べ飛散量、液ダレともに減少。約半分の離型剤で定常スプレー以上の脱熱が得られた。
飛散量、液ダレともに大幅に減少。より高い脱熱効果が確認された。
結 果
飛散 ・・・多
液ダレ・・・多
気化 ��・・・少
飛散 ・・・少
液ダレ・・・少
気化 ・・・多
飛散 ・・・極少
液ダレ・・・極少
気化 ・・・より多

シミュレーション
エンビジョンを使っての事前シミュレーションにより、最適なシステムを構築
-
最適なノズル配置、スプレー動作の提案
-
製作前に動作の作りこみが可能
-
サイクルタイム、1サイクル流量を事前に把握
-
現地での生産準備期間の短縮
-
スプレー塗布マップやスプレーポイント工作図を用いて品質管理の見える化が可能
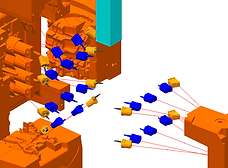

最適な
ノズル配置
スプレー動作の
提案


スプレー塗布
マップ
ロボット作業
シミュレーション